Директно ровирање за LFT



Директно ровирање за LFT
Директното ровирање за LFT е обложено со големина базирана на силан компатибилна со PA, PBT, PET, PP, ABS, PPS и POM смоли.
Карактеристики
● Ниска мускулна маса
●Одлична компатибилност со повеќекратна термопластична смола
● Добри својства за обработка
●Одлични механички својства на финалниот композитен производ

Апликација
Широко се користи во автомобилската, градежништвото, спортот, електричните и електронските апликации.

Листа на производи
| Ставка | Линеарна густина | Компатибилност со смола | Карактеристики | Крајна употреба |
| BHLFT-01D | 400-2400 | PP | Добар интегритет | одлична обработка и механички својства, изумрена светлосна боја |
| BHLFT-02D | 400-2400 | PA, TPU | Ниска мускулна маса | одлична обработка и механички својства, дизајнирани за LFT-G процес |
| BHLFT-03D | 400-3000 | PP | Добра дисперзија | специјално дизајниран за LFT-D процес и широко користен во автомобилската, градежништвото, спортот, електричните и електронските апликации |
| Идентификација | |||||
| Вид на стакло | E | ||||
| Директно ровирање | R | ||||
| Дијаметар на влакното, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Линеарна густина, текс | 16 | 14 | 17 | 17 | 19 |
| Технички параметри | |||
| Линеарна густина (%) | Содржина на влага (%) | Содржина на големина (%) | Јачина на кршење (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,3 |
Процес на LFT
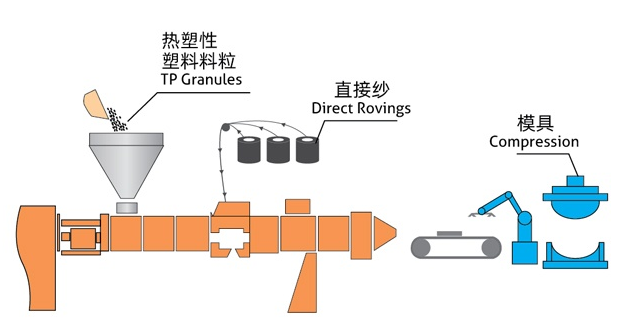
LFT-D полимерните пелети и стаклените ровинзи се внесуваат во екструдер со двоен завртка каде што полимерот се топи и се формира соединението. Потоа стопеното соединение директно се обликува во финалните делови со процес на вбризгување или лиење со компресија.
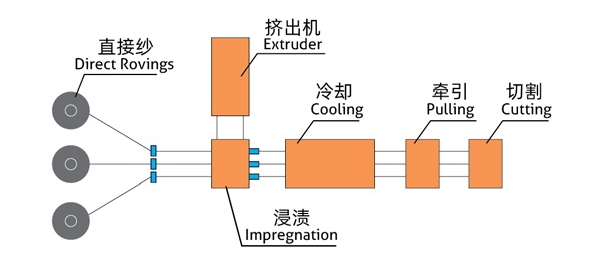
LFT-G Термопластичниот полимер се загрева до стопена фаза и се пумпа во главата на калапот. Континуираниот ровер се влече низ дисперзивен калап за да се обезбеди целосна импрегнација на стаклените влакна и полимерот и да се добијат консолидирани прачки. По ладењето, прачката се сечка на армирани пелети.